| Главная Вокруг авто Общий тюнинг Автолегенды Практические советы Полезно знать | ||
Ремонт заднего моста автомобиля Москвич. Часть третьяНазадСборка и регулировка редуктора заднего мостаПри сборке редуктора заднего моста применяйте ручной пресс, стенд для сборки редуктора, стойку с часовым индикатором, микрометры 0-25 и 25-50, оправки (9480-1097, 9480-1096, 9480-1099) для запрессовки наружных колец переднего и заднего подшипников и внутреннего кольца заднего подшипника, оправку (9480-1098) для запрессовки сальника ведущей шестерни, специальную оправку (9480-1631) и микрометрическую стойку (9549-523) для проверки монтажного размера в картере редуктора, телескопическую контрольную распорную втулку, динамометрический ключ до 180 Нм (18 кгс•м), специальный ключ (9487-350) для регулировочных гаек подшипников дифференциала, контрольное приспособление для проверки момента трения (сдвига) подшипников, ведущей шестерни редуктора, оправка для запрессовки подшипников дифференциала. Долговечность и бесшумность работы заднего моста зависит от правильной и аккуратной сборки редуктора.При сборке редуктора должны быть обеспечены: - правильная взаимная установка ведущей и ведомой шестерен и установка ведущей шестерни по монтажному размеру "С" (см. рис. 1); - необходимый боковой зазор между зубьями ведущей и ведомой шестерен; - предварительный натяг подшипников ведущей шестерни. Основные параметры собираемого редуктораМонтажный размер "С" представляет собой расстояние от торца ведущей шестерни до оси дифференциала. Теоретический монтажный размер равен 53,4 мм, однако при подборе пары на контрольном станке для обеспечения правильного контакта на зубьях и получения при этом бесшумной работы ведомую и ведущую шестерни передвигают вдоль своих осей. Таким образом, нарушается теоретический монтажный размер и вносится его первая поправка.Кроме того, высота головки ведущей шестерни бывает различной (в пределах допуска), и поэтому после замера ее номинальной высоты вносится вторая поправка. Сумма этих двух поправок (отклонений) записывается электрографом на торцах ведущей и ведомой шестерен, как общая поправка к теоретическому монтажному размеру "С". Если у числа поправки стоит знак "+", то ее нужно вычесть из размера 53,4 мм, если знак "-", то ее нужно прибавить. Полученный результат будет номинальным монтажным размером данной пары. Допустимое отклонение может находиться в пределах от +0,05 до -0,02 мм. Боковой зазор между зубьями пары сопрягаемых ведущей и ведомой шестерен необходим из-за температурных изменений, возникающих в процессе работы узла, для правильного расположения пятна контакта зубьев и вследствие возникновения погрешностей геометрических параметров при обработке зубьев шестерен. Для шестерен главной передачи боковой зазор, замеренный по нормали к профилю зуба ведомой шестерни (рис. 126), должен быть в пределах от 0,08 до 0,17 мм, однако для каждой отдельно взятой пары шестерен разница между величинами наибольшего и наименьшего зазоров не должна превышать 0,08 мм. Разность бокового зазора двух рядом расположенных зубьев должна быть не более 0,04 мм. Предварительный натяг подшипников ведущей шестерни создает осевая нагрузка, возникающая при затяжке гайки ведущей шестерни и регулируемая с помощью распорной втулки и регулировочных прокладок, которые устанавливаются между внутренними кольцами переднего и заднего подшипников. Величину предварительного натяга определите по моменту трения 1,5-3,5 Нм (0,15-0,35 кгс·м) в подшипниках после окончательной затяжки. Замеры момента трения производите после прокрутки ведущей шестерни на 8-10 оборотов, необходимых для освобождения рабочих поверхностей подшипников от смазки и приобретения ими рабочего состояния. Проверьте момент трения с помощью специального приспособления (рис. 6) или динамометрического ключа.  Рис. 6 При отсутствии приспособления момент трения можно проверить рукой. При проворачивании рукой фланца, установленного на шлицах ведущей шестерни, должно ощущаться некоторое сопротивление вращению, не вызывающее, однако, излишнего напряжения руки. Чрезмерно увеличенный предварительный натяг может привести к преждевременному износу подшипников и даже к их заклиниванию и выходу из строя. Слишком маленький предварительный натяг приводит к появлению осевого люфта ведущей шестерни, к ухудшению зацепления пары, износу зубьев, к скрежету при движении автомобиля в накат или при торможении двигателем. Установка ведущей шестерниУстановку ведущей шестерни производите в следующем порядке:1. Запрессуйте наружные кольца переднего и заднего подшипников в картер редуктора, без регулировочных прокладок, под прессом или ударами молотка. 2. Напрессуйте внутреннее кольцо заднего подшипника на ведущую шестерню под прессом или ударами молотка. 3. Вставьте в картер собранную с внутренним кольцом заднего подшипника ведущую шестерню, наденьте внутреннее кольцо переднего подшипника и установите картер на стенде с упором торца ведущей шестерни на подставку с медным или бронзовым наконечником. Наденьте маслоотражательную шайбу. Напрессуйте фланец крепления карданного вала с помощью оправки и молотка, наденьте шайбу и заверните гайку до упора, выбрав тем самым осевой люфт ведущей шестерни. Однако шестерня должна вращаться при приложении к фланцу небольшого усилия руки. 4. Установите крышки подшипников дифференциала на свои места в соответствии с метками. Затяните болты крышек подшипников дифференциала (моментом 68-75 Нм (6,8-7,5 кгс·м), затем с помощью микрометрической стойки, перемещаемой по торцу ведущей шестерни, замерьте расстояние "б" до оправки. Снимите крышки подшипников дифференциалов, выньте оправку и ведущую шестерню, выпрессуйте наружное кольцо заднего подшипника. Из монтажного размера "А", представляющего сумму размеров "б" и "а", вычтите номинальный монтажный размер "С" (рис. 1). Разность двух размеров "А-С" и будет представлять размер необходимого пакета регулировочных прокладок, который необходимо установить в картер под наружное кольцо заднего подшипника. Установите подобранный пакет прокладок в картер и вторично запрессуйте наружное кольцо заднего подшипника. 5. Вставьте в картер ведущую шестерню вместе с надетой на нее телескопической контрольной втулкой. Установите картер на сборочное приспособление, уперев торец ведущей шестерни в подставку. 6. С помощью оправки легкими ударами молотка, чтобы не сбилась контрольная втулка, напрессуйте на ведущую шестерню внутреннее кольцо переднего подшипника, наденьте маслоотражательную шайбу и напрессуйте фланец крепления карданного вала. Наденьте шайбу и заверните гайку, прикладывая такой момент, чтобы после проворачивания ведущей шестерни на 8-10 оборотов момент сопротивления ее вращению (предварительный натяг) находился бы в пределах 1,5-3,5 Нм (0,15-0,35 кгс•м). Выньте ведущую шестерню из картера. 7. Снимите контрольную телескопическую втулку. Замерьте микрометром или индикатором со стойкой разницу в высоте между телескопической и рабочей распорной втулкой подшипников. Эта разница и будет составлять размер па кета регулировочных прокладок, которые нужно установить вместе с распорной втулкой на ведущей шестерне между внутренними кольцами переднего и заднего подшипников. 8. Ведущую шестерню с установленными на ней распорной втулкой и пакетом регулировочных прокладок вставьте в картер и вновь установите на сборочном приспособлении. Напрессуйте внутреннее кольцо переднего подшипника, наденьте маслоотражательную шайбу. Напрессуйте фланец крепления карданного вала. Наденьте шайбу и заверните гайку динамометрическим ключом, момент затяжки 145-160 Нм (14,5-16 кгс·м). 9. Проверьте предварительный натяг подшипников ведущей шестерни и обязательно еще раз проверьте монтажный размер. В случае их несоответствия заданным размерам необходимо внести поправки в соответствующие размеры пакетов регулировочных прокладок. 10. После окончательной регулировки предварительного натяга и монтажного размера, отверните гайку ведущей шестерни и снимите фланец. С помощью оправки запрессуйте сальник ведущей шестерни до упора. Перед запрессовкой сальник обязательно окуните в моторное масло. Установите фланец, наверните и окончательно затяните гайку динамометрическим ключом (момент затяжки 145-160 Нм (14,5-16 кгс•м)), предварительно подложив под нее шайбу. 11. Предельно допустимый осевой люфт ведущей шестерни в процессе эксплуатации автомобиля не должен превышать 0,15 мм. Исключение осевого люфта производите за счет уменьшения пакета регулировочных прокладок, установленных между распорной втулкой и внутренним кольцом переднего подшипника. В этом случае, если подшипники не меняются, их предварительный натяг должен соответствовать моменту трения 0,5 Нм (0,05 кгс•м). 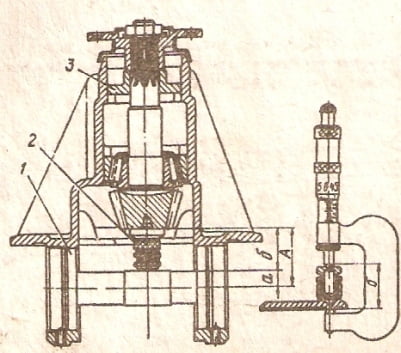 Рис. 7. Определение монтажного размера А в картере редуктора: 1 — контрольная оправка; 2 — микрометрическая стойка; 3 — опорная втулка Установка ведомой шестерни и дифференциалаНапрессовку ведомой шестерни на коробку собранного дифференциала производите с помощью деревянного или резинового молотка.Перед напрессовкой вверните несколько резьбовых шпилек в отверстия ведомой шестерни. Они помогут совместить отверстия ведомой шестерни с отверстиями во фланце коробки. Шпильки можно изготовить из болтов, опилив головки. Приверните ведомую шестерню болтами (момент затяжки 70-85 Нм (7-8,5 кгс·м). С помощью оправки напрессуйте внутренние кольца подшипников дифференциала. Регулировка подшипников дифференциала и бокового зазора главной передачи1. Установите подсобранный картер редуктора на стенд или в тиски.2. Установите дифференциал в гнезда картера и приверните крышки подшипников. С помощью индикатора, закрепленного в стойке, проверьте биение торца ведомой шестерни. Допустимое биение — 0,08 мм. В случае, если величина его превышает допустимую, выясните причину биения и устраните неисправность (подтяните болты, зачистите забоины и заусеницы или, отсоединив ведомую шестерню от коробки дифференциала, поверните ее на некоторый угол относительно коробки дифференциала и снова присоедините к коробке). Если биение не уменьшается, смените коробку дифференциала. З. Установите на разъемные опоры картера редуктора проверенный дифференциал и затяните болты крышек подшипников динамометрическим ключом, момент затяжки 68-75 Нм (6,8-7,5 кгс•м). Затем, затягивая регулировочные гайки специальным ключом без усилия, отрегулируйте положение венца ведомой шестерни таким образом, чтобы боковой зазор между зубьями шестерен был 0,10-0,15 мм. При проверке бокового зазора главной передачи ножка индикатора должна опираться на зуб ведомой шестерни около наружного торца в направлении, перпендикулярном боковой его поверхности, а ведущая шестерня должна быть при этом заблокирована. 4. При вращательном покачивании ведомой шестерни в обе стороны индикатор должен указывать перемещение в пределах зазора 0,10-0,15 мм. 5. Затяните регулировочные гайки таким образом, чтобы расстояние между двумя крышками разъемных опор, измеренное в верхних точках, увеличил ось на 0,10-0,15 мм. Для того, чтобы не менялось положение венца ведомой шестерни, затяжка двух регулировочных гаек должна выполняться с одинаковым перемещением, но в противоположных направлениях. 6. Боковой зазор не должен быть менее 0,08 мм и более 0,17 мм на любом зубе шестерни. Нарастание зазора должно быть плавным, разность бокового зазора двух рядом расположенных зубьев не должна быть более 0,04 мм. Наибольшая разность бокового зазора для одной пары шестерен не должна превышать 0,08 мм. 7. После регулировки боковых зазоров установите и приверните болтами стопоры регулировочных гаек. Стопоры имеют с одной стороны две лапки, с другой стороны — одну и ставить их нужно в зависимости от положения выступов на регулировочной гайке. 8. Застопорите гайку ведущей шестерни путем обжатия верхней цилиндрической части гайки, расположенной против паза в резьбовом конце ведущей шестерни. При установке редуктора на балку несимметрично расположенная его горловина должна быть внизу. Между фланцем картера редуктора и фланцем балки положите картонную прокладку толщиной 0,5 мм. Болты крепления редуктора для лучшей герметизации резьбовых отверстий окуните в краску, не растворяющуюся в минеральном масле. |
||
| (c) moskvich2140.ru | ||